









Pojęcie przemysł spożywczy obejmuje w odniesieniu do procesu produkcyjnego wiele różnych wykonywanych czynności, a co więcej – ma się w nim do czynienia z różnego typu produktami. To powoduje, że w zależności od potrzeb stosowany jest szeroki wachlarz maszyn, urządzeń i rozwiązań.
TRANSPORT
Podstawową operacją, wykonywaną niezależnie od rodzaju produkcji, jest transportowanie. Sposób transportu zależy głównie od konsystencji produktów. Pompy wraz z systemami rurociągowymi zapewniają transport głównie w przypadku surowców płynnych, np. mleka, zupy czy innych produktów na bazie wody. W podobny sposób transportowane są także produkty półpłynne, takie jak czekolada czy ciasto oraz sypkie, np. zboża. Poza pompami i samymi rurociągami nieodzowne jest stosowanie w tych instalacjach zaworów oraz układów pomiarowych. Natomiast wyroby gotowe, a także produkty sypkie w opakowaniach, są transportowane za pomocą systemów taśmociągowych, które mogą być wspomagane przez manipulatory. Także w takim przypadku istnieje konieczność wykonywania różnych pomiarów, a nawet stosowania systemów wizyjnych.
SYSTEMY RUROCIĄGOWE
W zależności od typu transportowanego produktu oraz jego konsystencji stosowane są specjalistyczne rozwiązania. Ich zadaniem jest ochrona struktury produktów oraz zapobieganie zapychaniu się systemów transportowych czy klinowaniu się w nich wyrobów. Od maszyn i osprzętu stosowanych w transporcie tego typu wymaga się często braku wrażliwości na zmieniającą się temperaturę transportowanych produktów.
Z uwagi na bezpośredni kontakt z produktami spożywczymi zastosowane do budowy rurociągowych sekcji transportowych materiały muszą cechować się odpornością na substancje chemiczne stosowane w procesie ich czyszczenia. Muszą być również obojętne dla transportowanych produktów – wykazywać zerową toksyczność. Wszystkie te wymagania szczegółowo precyzuje norma PN-EN 1672-2 oraz odpowiednie dyrektywy i rozporządzenia. Sama konstrukcja systemów transportujących jest również niezmiernie ważnym elementem zapewnienia sterylności i odseparowania od środowiska zewnętrznego transportowanych produktów. Przy projektowaniu takich konstrukcji należy więc zwrócić szczególną uwagę na możliwość łatwego jej mycia, natomiast przy wykonywaniu instalacji – na zapewnienie jej odpowiedniej szczelności, zwłaszcza połączeń.
Ze względu na konieczność czyszczenia, do produkcji elementów systemów transportujących stosowana jest najczęściej stal nierdzewna, a część komponentów jest zwyczajnie wymieniana po zaplanowanym czasie eksploatacji i nie podlega procesowi mycia.
Z UWAGI NA BEZPOŚREDNI KONTAKT Z PRODUKTAMI SPOŻYWCZYMI ZASTOSOWANE DO BUDOWY RUROCIĄGOWYCH SEKCJI TRANSPORTOWYCH, MATERIAŁY MUSZĄ SIĘ CECHOWAĆ ODPORNOŚCIĄ NA SUBSTANCJE CHEMICZNE STOSOWANE W PROCESIE ICH CZYSZCZENIA.
Systemy transportu rurociągowego to główny sposób przemieszczania produktu na prawie każdym etapie przetwórstwa w przemyśle mleczarskim. Jednak z uwagi na produkt końcowy, jakim może być przetworzone mleko, masło lub śmietana, na różnych etapach produkcji stosowane są inne systemy transportu rurowego. Już od chwili przyjęcia surowca z cystern transportowych jest on przepompowywany do systemów wstępnego magazynowania, gdyż nie zawsze możliwe jest jego bezpośrednie przetworzenie. Przyjęcie surowca związane jest z wykonywaniem pomiarów pod kątem przyjętej ilości lub masy. Natomiast przechowywanie produktu wymaga zapewnienia odpowiedniej temperatury.
Czynności przygotowawcze surowca polegają na jego odgazowaniu, oczyszczeniu i przeprowadzeniu normalizacji zawartości tłuszczu. Między poszczególnymi sekcjami zawierającymi specyficzne urządzenia – jak układy odgazowania w podciśnieniu, wirówki, homogenizatory czy wymienniki ciepła – surowiec transportowany jest właśnie za pomocą instalacji rurociągowych. Ostatecznie poddany homogenizacji oraz pasteryzacji produkt jest gotowy do pakowania. Po zapakowaniu transport do magazynu przejmują systemy taśmociągowe.
W przypadku produkcji sera, po podobnym wstępnym przygotowaniu mleka jako surowca, dodawane są do niego dodatki powodujące krzepnięcie. Tak przygotowane surowce, o zmienionej w stosunku do mleka konsystencji, wymagają innych rodzajów pomp zapewniających jego przepływ, jak i innych specjalistycznych maszyn.
W odniesieniu do pomp konieczne jest sprawdzenie, czy dany typ pompy nadaje się do transportu produktu o zadanej konsystencji, gęstości i lepkości. W wypadku płynów o małej lepkości stosuje się pompy odśrodkowe. Z kolei do transportu cieczy o dużej lepkości stosuje się najczęściej pompy membranowe lub zębate. Transport produktów o dużej gęstości odbywa się najczęściej za pomocą pomp śrubowych, a podawanie produktów płynnych z zawiesiną realizowane jest przy użyciu pomp krzywkowych, z uwagi na brak ich negatywnego wpływu na strukturę transportowanych produktów. Wybierając zawory także należy kierować się właściwościami różnych konstrukcji. Przykładowo zawory kulowe sprawdzą się w przypadku transportu cieczy lepkich oraz zawiesin, a dla cieczy o niskiej i średniej lepkości odpowiednie będą zawory motylkowe. Szczególną uwagę zwrócić należy na to, aby w konstrukcji zaworu nie występowały tzw. strefy martwe, pozwalające na niepożądane gromadzenie się transportowanego medium. Do najczęściej wykonywanych pomiarów w rurociągowych systemach transportowych należą pomiary: temperatury, pH oraz przepływu. Bardzo często wykonywany jest nie tylko pomiar wartości tych wielkości, ale także przeprowadzana jest ich rejestracja. Szczególnie w odniesieniu do pomiaru przepływu należy zwrócić uwagę, że proponowane są dla branży spożywczej czujniki, które nie wymagają wprowadzenia zmian geometrii rurociągu.
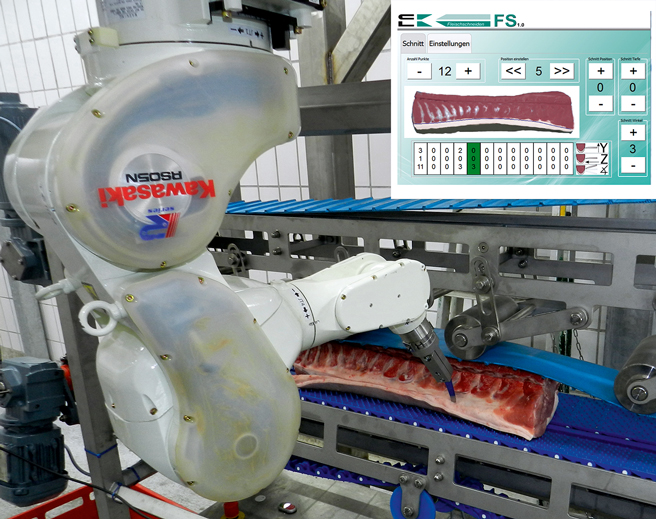
Przykład zastosowania systemu wizyjnego 3D firmy CLK sprzęgniętego ze zrobotyzowaną stacją do wycinania kawałków mięsa, które realizowane jest w zakładzie produkcyjnym. Przycina się tutaj krawędź z tłuszczem z prawie metrowego kawałka mięsa. Robot uzyskuje dokładne położenie produktu i kąt ustawienia oraz głębokość cięcia używanego noża, i odcina krawędź z tłuszczem.
SYSTEMY TAŚMOCIĄGOWE
Bazujące na różnego rodzaju taśmociągach systemy zapewniają zarówno przenoszenie w poziomie, jak i pionie oraz realizację ruchu po łuku. Z uwagi na rodzaj powierzchni nośnej wyróżnić można systemy taśmowe, łańcuchowe, paskowe, rolkowe, modularne i płytkowe. Do transportu pojedynczych oraz odpowiednio zapakowanych produktów stosowane są najczęściej przenośniki taśmowe. Transport obiektów cechujących się małą masą, ale dużymi gabarytami odbywa się zazwyczaj przenośnikami pasowymi, a w przypadku zarówno dużej masy, jak i gabarytów – przenośnikami łańcuchowymi. Transportowane tym sposobem produkty mają styczność bezpośrednio z elementami systemów transportu, przez co zachodzi możliwość ich zabrudzenia. Dlatego też dla części taśmociągowych systemów transportu wskazana jest większa wrażliwość w procesie ich projektowania i zwrócenie uwagi zarówno na materiał, z jakiego zostaną wykonane, jak i łatwość czyszczenia. Jednym z najważniejszych komponentów taśmociągu jest jego napęd. Najczęściej z uwagi na właściwości eksploatacyjne i ruchowe stosowany jest napęd elektryczny. Do precyzyjnego sterowania napędem wykorzystywane są enkodery, a do zatrzymywania taśmociągów po wykryciu elementów – czujniki optyczne. Informacje pochodzące z tych ostatnich służą bardzo często do zliczania produktów.

Przemysł spożywczy to także produkcja napojów. O ile same napoje są transportowane systemami rurociągowymi, to puste lub pełne opakowania oraz opakowania zbiorcze transportuje się taśmociągami. Stosowane do tego systemy wyposażane są często w systemy detekcji, pozwalające na każdym kroku wykryć uszkodzone opakowanie. Szczególnie istotne jest sprawdzanie opakowań szklanych, gdyż niewykrycie ich uszkodzenia może skutkować nie tylko wprowadzeniem do sprzedaży niezdatnego produktu (z uwagi na nieszczelność opakowania), ale może się okazać, że niebezpieczne dla zdrowia drobiny opakowania znajdują się w produkcie. Tego rodzaju systemy pozwalają nie tylko na transport, ale i na gromadzenie – spiętrzanie opakowań oraz formowanie szyku ich podawania. Systemy transportujące butelki współpracują zwykle z urządzeniami nalewającymi, etykietującymi lub kapslującymi. Oznacza to, że muszą zapewnić podstawianie opakowań na wyznaczone miejsce z odpowiednią szybkością i niezawodnością oraz precyzją. Występujące w tej branży systemy realizują ruch w poziomie oraz w pionie. Często kontenery z butelkami transportowane są za pomocą taśmociągów transportu pionowego, co pozwala dostarczać te opakowania na poziomy powyżej poziomu zerowego. Do transportu opakowań. oprócz taśmociągów pionowych, stosowane są często konstrukcje łukowe, pozwalające zaoszczędzić przestrzeń hali produkcyjnej. Do przemieszczania kontenerów stosowane są najczęściej przenośniki rolkowe.
W branży mięsnej, z uwagi na różne masy surowców, spotkać można zarówno taśmociągi łańcuchowe, stosowane w pierwszej fazie, tj. podczas rozbiórki (duże masy i objętości), pozwalające na transport całych tusz mięsnych, jak i mniejsze przenośniki taśmowe, na których przemieszczane są elementy po rozdrobnieniu. Część produktów trafia do plastikowych opakowań zbiorczych – skrzynek, które są transportowane za pomocą taśmociągów rolkowych. W tym przypadku zachodzi niejednokrotnie konieczność podania produktów na inny poziom, do czego wykorzystuje się przenośnik transportu pionowego.
ROBOTY
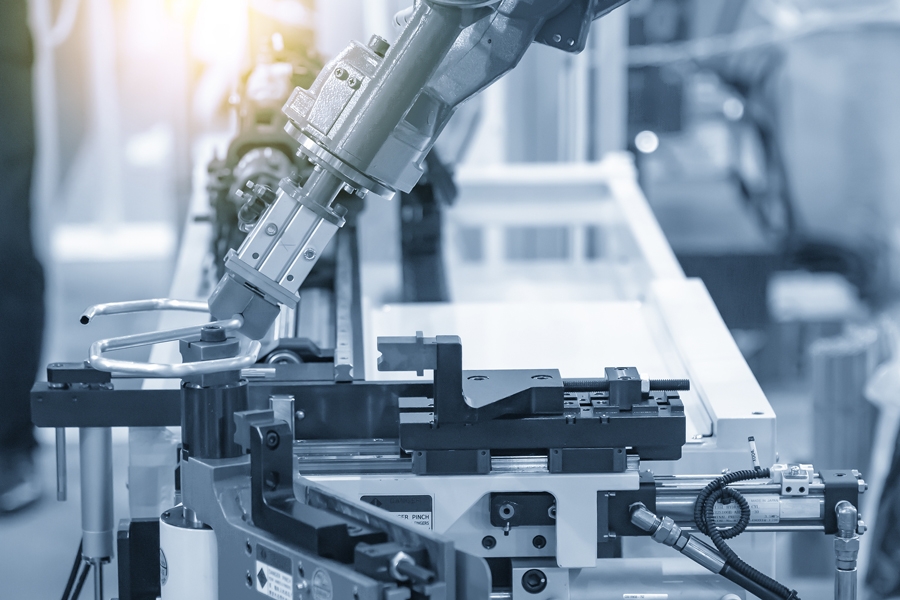
Żmudne prace powtarzalne – szczególnie te, które muszą być wykonywane z dużą prędkością – są coraz powszechniej powierzane manipulatorom. Najczęściej roboty znajdują zastosowanie przy przenoszeniu, paletyzacji i pakowaniu. Jedynie nieznaczna część manipulatorów stosowana jest w miejscach, gdzie mogłaby mieć kontakt bezpośredni z produktami spożywczymi. Od konstrukcji takich robotów wymagane jest zagwarantowanie higieny. Znacząca większość manipulatorów stosowana jest w ostatniej fazie produkcji, w której produkt jest już zapakowany. Pozwala to na stosowanie robotów o konstrukcji standardowej bez obawy skażenia lub bezpośredniego zabrudzenia produktów spożywczych. Z uwagi na złożoność wykonywanych operacji, jak również ich szybkość i precyzję, roboty wymagają często bardziej wyrafinowanych systemów pomiarowych. Dlatego w układach sprzężenia zwrotnego robotów stosowane są bardzo często układy wizyjne dostarczające wielu różnych informacji systemom sterowania.
Roboty przemysłowe wykorzystywane są w różnych gałęziach branży spożywczej. Jednym z zastosowań jest obróbka sałaty dostarczanej bezpośrednio z pola. Roboty zajmują się przesypywaniem przywiezionych do hali produkcyjnej sałat i ich pobieraniem, współpracują z innymi urządzeniami przy odcinaniu korzenia, a także mierzeniu i ważeniu, a w końcowej fazie układają sałaty na tackach. Dużo trudniejsze zadanie, z uwagi na masę produktów, spoczywa na robotach w fabrykach mleczarskich przy produkcji serów. Jak wiadomo, czas produkcji sera to głównie czas jego dojrzewania. Duże zakłady produkcyjne mają więc duże przestrzenie magazynowe, w których przechowują sery. Roboty mają za zadanie przemieszczanie całych tac z serami, uwalniając ludzi od tych wymagających siły czynności.
SPECYFIKA PROCESU
Oczywiste jest, iż poza systemem transportu, w jakiej formie nie byłby on realizowany, do produkcji i przetwórstwa żywności konieczne jest stosowanie wielu innych maszyn i urządzeń. Mogą to być różnego rodzaju urządzenia myjące, segregujące, obierające, krojące, siekające, a także gotujące, piekące lub smażące produkty. Trudno jest jednak w ich przypadku określić spójny opis całej grupy. Bardzo często nawet urządzenie wykonujące tę samą czynność, w zależności od rodzaju produktu, może znacząco różnić się konstrukcją.
Również specyfika produkowanej lub przetwarzanej żywności oraz zestaw wykonywanych operacji decydują o pomiarach, jakie muszą być wykonywane. Przykładowo przy napełnianiu często realizowane są pomiary ultradźwiękowe, umożliwiające kontrolowanie stopnia napełnienia. W przypadku masy często zachodzi potrzeba ważenia, także dynamicznego.
Duża różnorodność produktów branży przemysłowej sprawia, że prócz konieczności stosowania specjalnych konstrukcji maszyn i odpowiednich pomiarów całe linie produkcyjne są najczęściej niepowtarzalne i zestawiane pod dany produkt. To z kolei pociąga za sobą każdorazowo projektowanie dla nowej linii zarówno systemu sterowania i nadzoru, jak i diagnostyki. Czynnikiem spajającym wydaje się być jednak system znakowania produktów.
KODY KRESKOWE I TAGI RADIOWE
W przypadku przemysłu przetwórstwa spożywczego trudno się spodziewać, że każda sztuka dostarczanego produktu będzie indywidualnie znakowana. Nie ma też takiej potrzeby. Natomiast gotowe produkty opuszczające zakład produkcyjny, często w opakowaniu indywidualnym i zbiorczym, takiemu oznakowaniu nie tylko powinny, ale i muszą podlegać.
Najbardziej rozpowszechnionym sposobem znakowania jednostkowych opakowań jest użycie nadrukowanych lub naklejonych kodów paskowych. Sposób ten wykorzystywany jest w handlu od przeszło 40 lat. I to właśnie handlowcy są motorem zmian w sposobie znakowania produktów. Do tego muszą się dostosować producenci wszystkich branż, w tym spożywczej, której produkty stanowią większość asortymentu na półkach super- i hipermarketów. Czego zatem oczekują handlowcy i z czym z pewnością wkrótce będą musieli zmierzyć się również krajowi producenci żywności?
Będzie to zapewne system znakowania oparty na technologii RFID. Dlaczego mielibyśmy rezygnować z dobrze znanych i szeroko rozpowszechnionych kodów kreskowych? Dlatego, że poza kilkoma zaletami mają one także sporo wad.
Systemy oparte na kodach kreskowych są już szeroko rozpowszechnione, a wspomniane wady tego rozwiązania są powszechnie znane i albo je już zaakceptowaliśmy i się do niech przyzwyczailiśmy, albo po prostu nam nie przeszkadzają. Trzeba jednak pamiętać, że z coraz większym stopniem konsumpcjonizmu zwiększa się ilość produktów na rynku. Co z tego wynika? Co to ma wspólnego z niedogodnościami stosowania kodu kreskowego? Otóż część produktów branży spożywczej cechuje się krótkimi datami przydatności do spożycia, a jeśli terminy przydatności są długie, to i tak kiedyś się kończą. Powstaje pytanie, jak w dużym sklepie znaleźć przeterminowane sztuki towaru lub te, którym termin przydatności do spożycia kończy się niebawem? W tym celu trzeba zaangażować sztab ludzi albo zastosować znakowanie przy pomocy etykiet RFID.
Co takiego oferują wspomniane etykiety, co odróżnia je od kodów kreskowych? Zasadnicza różnica polega na tym, że kod kreskowy jest identyczny dla wszystkich towarów jednego asortymentu, natomiast etykieta RFID jest indywidualnie przyporządkowywana do każdej sztuki towaru. Zatem w systemie, oprócz ceny przyporządkowanej do danej etykiety, może znajdować się również informacja o terminie przydatności. Ktoś może powiedzieć, że do etykiety z kodem paskowym w systemie również można dopisać tego typu informację. Zgadza się. Jak jednak odróżnić towary z różnych partii, które są oznaczane tym samym kodem? Jest to problematyczne. Zatem technologia RFID może zdecydowanie ułatwić panowanie nad eliminacją produktów nieświeżych z półek sklepowych. Jeszcze jedną zaletą zastosowania tagów RFID zamiast kodów paskowych jest sposób odczytu informacji. Nie ma w przypadku etykiet RFID konieczności umieszczania odpowiednio zorientowanego opakowania w polu działania urządzenia odczytującego. Nie ma więc konieczności skanowania każdego produktu indywidualnie. Można dokonać odczytu grupy produktów. Jest to szczególnie istotne z uwagi na częste przekładanie na półkach produktów spożywczych przez klientów. Towary są też często kładzione na stertach i nie ma gwarancji, że towar przeterminowany nie jest na spodzie.
ZNACZĄCA WIĘKSZOŚĆ MANIPULATORÓW STOSOWANA JEST W OSTATNIEJ FAZIE PRODUKCJI, W KTÓREJ PRODUKT JEST JUŻ ZAPAKOWANY. POZWALA TO NA STOSOWANIE ROBOTÓW O KONSTRUKCJI STANDARDOWEJ BEZ OBAWY SKAŻENIA LUB BEZPOŚREDNIEGO ZABRUDZENIA PRODUKTÓW SPOŻYWCZYCH.
Powstaje jednak pytanie, czy dopóki handlowcy (a tak już postąpiła sieć Wal-Mart) nie wymuszą na producentach żywności stosowania tego typu metod znakowania, jest sens to robić. I tak, i nie. Odpowiedź „nie” jest prosta do uargumentowania. W jakim celu narażać się na koszty inwestycyjne, jeśli nie ma takiej potrzeby? Z drugiej strony tego typu znakowanie może w znacznym stopniu pomóc samemu producentowi na poziomie jego własnego zakładu. Przykładowo znakując produkty etykietami RFID mamy lepszą kontrolę nad tym, czy dany produkt bądź partia produktów – w przypadku znakowania tylko opakowań zbiorczych – jest jeszcze na magazynie, czy może już magazyn opuściła, a jeśli tak, to gdzie została skierowana.
Ostateczna decyzja o wprowadzeniu metody RFID dla znakowania produktów musi być poparta analizą czysto ekonomiczną. Niestety kosztuje to niemało. System wykorzystujący RFID, podobnie jak system bazujący na kodach paskowych, wykorzystuje: urządzenia odczytujące, urządzenia znakujące – wytwarzające etykiety, system informatyczny zawierający dane oraz same etykiety. O ile funkcje urządzeń odczytujących oraz wytwarzających etykiety w obu przypadkach są takie same, o tyle różni je sposób działania, konieczna jest zatem inwestycja w tym zakresie. System informatyczny wymagałby również modyfikacji od strony programowej, a to generuje kolejny koszt. Same etykiety, nawet te produkcji dalekowschodniej nie są tanie. Często kilkanaście, a raczej kilkadziesiąt groszy za sztukę może być ceną zaporową, porównywalną z ceną opakowania. To stanowczo za drogo.
Dlaczego zatem tyle miejsca poświęcono tej technologii w odniesieniu do przemysłu spożywczego? Dlatego, że być może za jakiś czas handlowcy wymuszą jej stosowanie. Również dlatego, że pierwsze wdrożenia do znakowania opakowań zbiorczych mogą okazać się uzasadnione ekonomicznie. A także dlatego, że technologię tę można wykorzystać również na liniach produkcyjnych, np. do znakowania elementów maszyn. Jak już wspomniano, maszyny w bezpośrednim kontakcie z żywnością mogą ulegać znacznemu zabrudzeniu. W celu zachowania odpowiedniej higieny są rozmontowywane i myte. Znakowanie poszczególnych części maszyn dałoby więc szansę na lepsze zarządzanie tymi elementami oraz harmonogramem prac konserwacyjnych całych linii. To jeszcze nie wszystkie obszary potencjalnych zastosowań technologii RFID. Warto wspomnieć o ich wykorzystaniu do kontroli dostępu pracowników czy zasobów magazynowych surowców.
SYSTEMY STEROWANIA, NADZORU I DIAGNOSTYKI
W zależności od wielkości zakładu produkcyjnego, do sterowania można zastosować maszyny z wbudowanymi układami lub wykorzystujące sterowniki PLC. Do nadzorowania przebiegu procesu, również w zależności od potrzeb, można wykorzystać panele operatorskie lub sprząc system sterowania z systemami SCADA. To ostatnie podejście daje dużo więcej możliwości – nie tylko śledzenia produkcji, ale także raportowania jej przebiegu czy oceny skuteczności jej prowadzenia. Duże zakłady produkcyjne z pewnością mogą się pokusić o wprowadzenie nawet systemów wspomagających planowanie produkcji klasy APS lub ERP. Wracając jednak do niższych warstw systemu, należy podkreślić, że ważnym aspektem, mającym wpływ na wynik ekonomiczny działalności przedsiębiorstwa, jest ciągłe diagnozowanie produkcji. W tym celu niezbędne jest odpowiednie oczujnikowanie linii produkcyjnej oraz zastosowanie adekwatnych algorytmów diagnostycznych zaimplementowanych w warstwie sterowania.
Niezależnie od gałęzi przemysłu, wizualizowane są albo pojedyncze maszyny (wówczas systemy HMI znajdują się bezpośrednio na nich), albo całe procesy (wówczas najczęściej stosowane są systemy SCADA). Dla przykładu, produkcja mleka, która wbrew pozorom nie jest najprostszym procesem, wymaga utrzymania założonych wartości wybranych zmiennych technologicznych, np. temperatury. Istotne jest więc rejestrowanie tej temperatury i ostrzeganie w przypadku zmian jej wartości poza dopuszczalny zakres. Z kolei w przemyśle mięsnym wizualizacji podlegają parametry ilościowe lub masowe. Pozwala to na śledzenie ilości odpadów powstających w procesie przetwórczym.
PODSUMOWANIE
Z pewnością pojawiają się nowe technologie, które wpłyną na sposób automatyzacji także w branży spożywczej. Jedną z takich technologii okazać się może szerzej opisana nowa metoda identyfikacji. Równie pewne jest, że w szybkości i precyzji projektowanych i konstruowanych maszyn doszukać się będzie można wielu zmian, zaś nowoczesne systemy nadzorcze, bazujące na coraz doskonalszych algorytmach, pozwolą na dokładniejszą analizę prowadzenia produkcji i być może podpowiedzą, co zrobić, aby jeszcze bardziej ją usprawnić.
Krzysztof Jaroszewski
Wydział Elektryczny Zachodniopomorski Uniwersytet Technologiczny w Szczecinie
www.AutomatykaOnline.pl
 Kebab z wysokojakościowym alginianem
Kebab z wysokojakościowym alginianem Zjawisko marnotrawstwa żywności w skali przemysłu mięsnego
Zjawisko marnotrawstwa żywności w skali przemysłu mięsnego Polskie drobiarstwo wolne od wirusa grypy ptaków
Polskie drobiarstwo wolne od wirusa grypy ptaków Wyzwania i szanse sztucznej inteligencji (AI) w przemyśle mięsnym
Wyzwania i szanse sztucznej inteligencji (AI) w przemyśle mięsnym





