
Niektóre produkty poddawane są kąpieli w solance, co oznacza, że kawałki  mięsa zostają zanurzone w wymaganej ilości solanki, w której pozostają do czasu jej wchłonięcia. Podczas obu procesów kluczowe znaczenie dla jakości produktu końcowego ma dalsze przetwarzanie struktury włókien mięśniowych. Określana jest przy tym skuteczność zatrzymywania wody, aktywacji białka i jednocześnie, jakość spójnej konsystencji w przypadku produktów później konfekcjonowanych w plastry. Podczas produkcji przemysłowej na tym etapie wykorzystywane są dwa procesy.
mięsa zostają zanurzone w wymaganej ilości solanki, w której pozostają do czasu jej wchłonięcia. Podczas obu procesów kluczowe znaczenie dla jakości produktu końcowego ma dalsze przetwarzanie struktury włókien mięśniowych. Określana jest przy tym skuteczność zatrzymywania wody, aktywacji białka i jednocześnie, jakość spójnej konsystencji w przypadku produktów później konfekcjonowanych w plastry. Podczas produkcji przemysłowej na tym etapie wykorzystywane są dwa procesy.
W przypadku powszechnie znanej technologii masowania, duży bęben obraca się poziomo na rolkach prowadzących. Płaskie przegrody leżące na wewnętrznych ścianach pojemnika powodują opadanie kawałków mięsa i delikatny ruch. Ten ruch jest często określany jako masowanie.
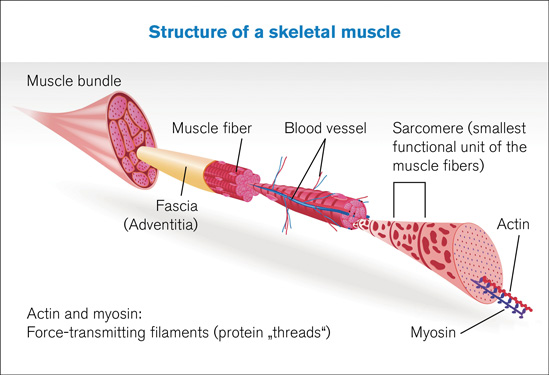
Rys. 1. Przetwarzanie naturalnej struktury włókien mięśniowych surowca ma kluczowe znaczenie dla jakości sensorycznej i ekonomicznych aspektów uzyskanego produktu mięsnego, takiego jak produkty z szynki gotowanej.
Proces MAX masażer wychodzi z zupełnie innego założenia. Tutaj zbiornik ma statyczną konstrukcję i posiada wewnątrz obracający się wał.
Na tym wale są zamontowane duże, spiralne łopatki, które przesuwają produkt wokół jego osi. Ponieważ łopatki te poruszają się wewnątrz masy mięsnej i, w przeciwieństwie do bębna, do kontaktu pomiędzy produktem a urządzeniem nie dochodzi tylko przy zewnętrznej krawędzi, zostaje dotknięty każdy pojedynczy mięsień. Ta zasada systemu próżniowego MAX masażer została wprowadzona i opatentowana już w 1986 roku przez dr Iyimena, właściciela firmy MYAC Maschinenbau AG. W wyniku ścisłej współpracy z Helmutem Schröderem patent został później przejęty przez Schröder Maschinenbau KG. Obecne MAX masażer są dostępne w rozmiarach od 600 do 6000 kg nominalnej objętości wsadu. MAX masażer okazuje się być najbardziej efektywną technologią dla finalnych produktów bezkostnych , takich jak tradycyjna szynka gotowana, do tego stopnia, że jest ona obecnie używana przez około 70% niemieckiego przemysłu mięsnego.
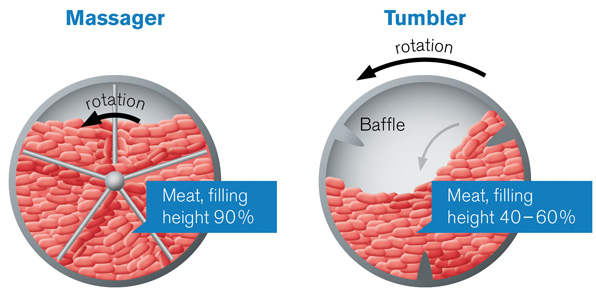
Rys. 2. Urządzenie MAX masażer ma znacznie większą objętość użytkową niż masownice bębnowe i dlatego wymaga znacznie mniej miejsca.

W porównaniu z masownicą bębnową, w przypadku którego objętość wsadu (w zależności od projektu) wynosi zazwyczaj 45–55%, MAX masażer osiąga 85–90% (Rys. 2). Stanowi to istotną zaletę: na tej samej powierzchni urządzenia przetwarzana jest prawie dwukrotnie większa ilość produktu. Co więcej, dzięki wysokiemu poziomowi napełnienia, przestrzeń nad produktem zmniejsza się do zaledwie 10–15%, co stanowi zaledwie jedną trzecią wolnej, niewykorzystanej objętości bębna. Oprócz tego, że MAX masażer przetwarza dwukrotnie więcej mięsa, podciśnienie w niej narasta w znacznie krótszym czasie, co pozwala zaoszczędzić na kosztach. Podczas pracy podciśnienie w zbiorniku wynosi stale 50 mbar (mniej niż 5% normalnego ciśnienia lub ciśnienia atmosferycznego). Płaszcz termiczny używany do chłodzenia umożliwia uzyskanie podczas pracy temperatury produktu z dokładnością do 1°C. Dzięki 90% poziomowi napełnienia, produkt ma dużą, efektywną powierzchnię styku ze schłodzoną ścianą zbiornika. Ze względu na silne mieszanie przez łopatki, temperatura we wnętrzu produktu jest szybko i skutecznie obniżana.
W przeciwieństwie do pasywnej technologii masowania stosowanej w bębnie, w przypadku MAX masażer Schröder Max solanka jest aktywniej aplikowana do mięśni. Z technicznego punktu widzenia sól zawarta w solance powoduje pęcznienie włókien mięśniowych (Rys. 3). Podciśnienie panujące w MAX masażer nasila to zjawisko. Silny nacisk wywierany przez duże łopatki, oraz wspomniany wyżej wysoki poziom napełnienia, zapewniają bezpośrednie, aktywne dotarcie energii mechanicznej bezpośrednio do środka każdego pojedynczego mięśnia. Przy najniższych możliwych temperaturach poniżej 2°C wytwarzana wzmożona aktywacja białek, która stanowi klucz do optymalnego zatrzymywania wody, a także do wyższych uzysków podczas procesu platstrowania w krajalnicy. W praktyce rozróżnia się kohezję zewnątrz-mięśniową i wewnątrz-mięśniową w gotowym produkcie.
- Kohezja na zewnątrz-mięśniowa jest rozpoznawalna dzięki powstaniu lekko klejącej powierzchni pod koniec procesu stosując MAX masażer. Odpowiada za dobrą spójność kilku kawałków mięsa.
- Kohezję wewnątrz-mięśniową można wyczuć dzięki delikatnej lepkości w środkowej części cięcia/rdzenia produktu. Odpowiada ona za bardzo spójny plaster po procesie plastrowania produktu.

Rys. 3. Podciśnienie („próżnia”) zwiększa pęcznienie naturalnego włókna mięśniowego dzięki zawartości soli dodanej do solanki, zwiększając tym samym efekt końcowy.
Wyraźnie lepsze wyniki uzyskane przy użyciu technologii MAX masażer pokazują, że produkty wykazujące wyższą aktywację białka w krótszym okresie czasu, pozwalają na uzyskanie produktu o wyższym uzysku. Zwiększona powtarzalność plastra produktu odnosi do wyższego uzysku plastra
Przy ograniczonej przestrzeni i potrzebie wysokich wydajności, technologia MAX masażer może przyczynić się do najwyższej możliwej rentowności.
Peter J. Danwerth rozpoczął karierę jako inżynier-mechanik w przemyśle spożywczym w 1993roku w Grupie Horstmann. W 1998 roku został Dyrektorem Zarządzającym firmy Weber w Breidenbach. W 2003 roku został powołany do zarządu Schröder Maschinenbau w Werther.
Na początku 2018 roku firma Schröder Maschinenbau GmbH & Co. KG w Werther stała się częścią firmy John Bean Technologies Corporation (JBT), jednej z wiodących firm w branży przetwórstwa spożywczego, do której należą także takie firmy jak: Frigoscandia, Tipper Tie, Stein, Formcook, DSI i DoubleD.
![]()
![]()